
ALUMINIUM SCHWEISSEN IM WIG-SCHWEISSVERFAHREN UNTER GLEICHSTROM (AGL)

Um Aluminium zu schweißen, muss eine Besonderheit dieses Werkstoffs besonders berücksichtigt werden: An der Oberfläche des Aluminiums bildet sich sofort eine Oxidschicht, deren Schmelztemperatur etwa 1.500 °C höher liegt als die der Alu-Werkstoffe. Dies führt beim Schweißen zu einigen Schwierigkeiten. Um Aluminium trotzdem zu schweißen, wird ein besonderes Verfahren angewendet: das Schutzgasschweißen nach der Wolfram-Inertgas-Methode (WIG).
Das WIG-Schweißen
Beim Schweißen nach der WIG-Methode wird Argon als Schutzgas für das Freihandschweißen verwendet. Hierbei wird ein elektrischer Wechselstromlichtbogen zwischen einer Dauerelektrode aus Wolfram und dem Werkstück unter dem Schutzgas hergestellt. Das Schutzgas sorgt in diesem Zusammenhang für die elektrische Leitfähigkeit auf der Lichtbogenstrecke. Gleichzeitig schützt es den Werkstoff gegen die Atmosphäre und so gegen die erneute Oxidation.
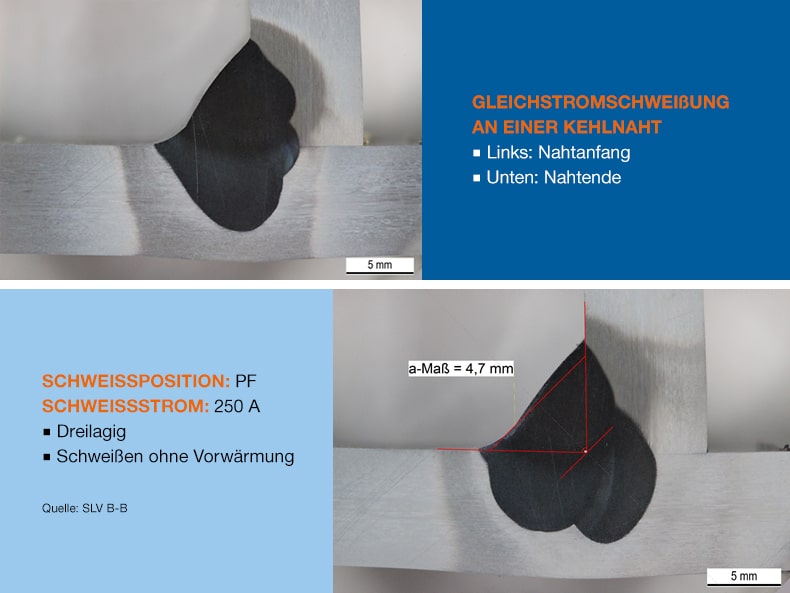
Wechselstrom wird in diesem Verfahren verwendet, da die positive Halbwelle die Oxidschicht entfernt, während die negative Halbwelle für den Einbrand verantwortlich ist. Leider führt die positive Halbwelle aber zu einer Überlastung der Elektrode, was in einem zu geringen Einbrand resultiert. Die Folge sind Risse, Poren, übermäßiger Verzug und ein Festigkeitsabfall, was vor allem bei Fertigungs- oder Reparaturschweißungen große Schwierigkeiten bereitet und Schweißaufsichten vor Probleme stellt.
Alles in allem lässt sich festhalten, dass Schweißnähte, die mit dem WIG-Wechselstrom-Schweißen produziert wurden, keine hohen Qualitätsanforderungen erfüllen. Die mit diesem Schweißverfahren erreichbare Einbrandtiefe ist einfach zu gering.
Alternatives Schweißverfahren: Das AGL-Schweißen
Das Schweißverfahren, um qualitativ hochwertige Schweißnähte an Aluminium und Alu-Legierungen zu garantieren, ist das WIG-Schweißen. Hierbei wird mit Gleichstrom bei negativ gepolter Wolfram-Elektrode unter Helium geschweißt. Das Al-Gleichstromminuspolhandschweißen (AGL) mit hochheliumhaltigen Gasen kommt dabei ohne die negativen Auswirkungen der positiven Halbwelle beim Wechselstrom-Schweißen aus. Des Weiteren führt die Form der Elektrode zu einem konzentrierteren Lichtbogen und somit zu einer höheren Einbrandtiefe.
Dieses 1990 von der Firma MTU patentierte Schweißverfahren arbeitet mit oxidbeseitigender Reinigung bei veränderlichen Lichtbogenlängen (0,5 – 8,0 mm) und eignet sich hervorragend für große Werkstoffdicken. Bei entsprechender Handfertigkeit ist der Einsatz an dünneren Bauteilen aber ebenso unproblematisch durchführbar. Besonders im Reparaturfall ist das ausgesprochen nützlich.
Das AGL-Schweißen bietet bei Aluminium zahlreiche Vorteile:
- Höchste Qualität bei Anwendbarkeit als Handschweißverfahren in allen Schweißpositionen
- Hohe Schweißgeschwindigkeit
- Tiefer Einbrand (siehe Bild unten)
- Kein Vorwärmen der Bauteile erforderlich
- Geringe Wärmeeinbringung in den Grundwerkstoff
- Kein bzw. minimaler Bauteilverzug
- Risssichere Beherrschung auch dicker Al-Bauteile
- Nahezu porenfreies Schweißgut
All diese Verfahrensvorteile führen zu einem deutlich wirtschaftlicheren Einsatz als das konventionelle WIG-Wechselstrom-Schweißen. Endlich sind auch qualitativ hochwertige Schweißergebnisse an beliebig geformten Werkstücken problemlos möglich. Dies erweitert den Arbeitsbereich des Verfahrens auf das Konstruktions-, Fertigungs- und Instandsetzungsschweißen (Reparaturen) hochwertiger Al-Bauteile, wodurch sich erhebliche wirtschaftliche Vorteile erzielen lassen.
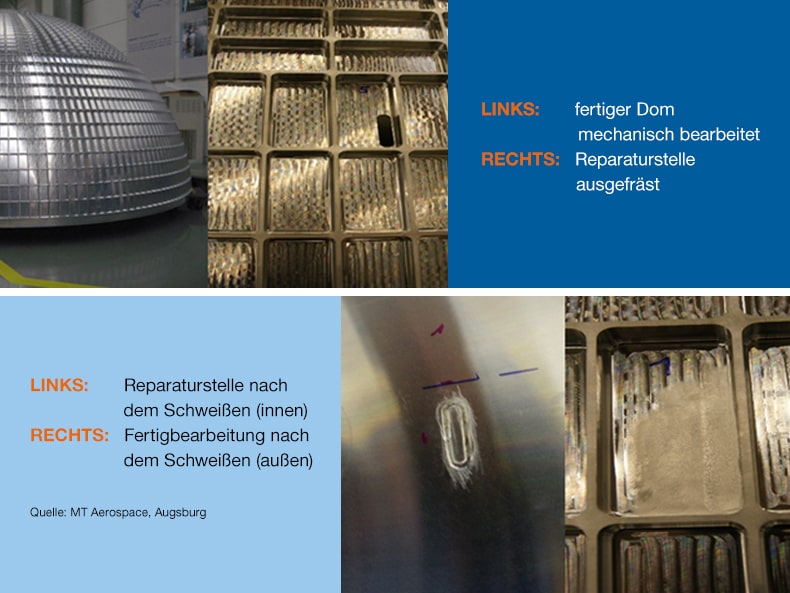
Auch Reparaturschweißungen an fertig bearbeiteten und warm ausgehärteten Al-Bauteilen können unter Beibehaltung der Maßtoleranzen und der vorgeschriebenen Festigkeitswerte durchgeführt werden.
Das AGL-Schweißen wird bereits erfolgreich an Land-, Wasser- und Luftfahrzeugen sowie in der Raumfahrt angewendet. Auch weitere Einsatzmöglichkeiten, wie z. B. im Schienenfahrzeugbau oder bei der Herstellung von Konstruktionselementen aus Aluminium, sind ohne weiteres realisierbar. So wird dieses Schweißverfahren durch seine herausragenden Eigenschaften seit Jahren bei der Fertigung und Reparatur der Weltraumrakete Ariane 5 genutzt (siehe Bild unten).
Aufgrund der hohen Patentgebühren hat dieses Schweißverfahren trotz aller genannter Vorteile bisher jedoch noch nicht die weite Verbreitung gefunden, die man eigentlich erwarten würde. Da die Patentrechte nun ausgelaufen sind, steht einer häufigeren Nutzung nichts mehr im Wege und sollte vor allem bei Reparaturschweißungen unbedingt in Betracht gezogen werden.
Wer kann das AGL-Schweißen durchführen?
Zwar kann das AGL-Schweißen mit konventionellen WIG-Stromquellen durchgeführt werden, durch die Leistungssteigerung des Verfahrens muss der Schweißer jedoch speziell geschult und die Verfahrensprüfungen müssen dem Betrieb angepasst werden.
Die SLV Berlin-Brandenburg ist derzeitig die einzige zugelassene Ausbildungsstelle für das AGL-Schweißverfahren. Durch die speziell geschulten Ausbilder und den abzulegenden Verfahrensprüfungen können Schweißer hier schnell und effizient an die neue Technologie herangeführt werden, damit dieses Schweißverfahren mühelos in Ihrem Betrieb eingeführt und angewendet werden kann.
Sprechen Sie uns an! Wir beraten Sie gerne und stellen Ihnen ein angepasstes Schulungsprogramm zur Verfügung.

Über die Autorin/den Autor
Ralf Boywitt
ralf.boywitt@slv-bb.de
+49 30 45001-147
Gruppenleiter Forschung und Entwicklung der SLV Berlin-Brandenburg, Spezialist für das Rührreibschweißen (FSW) und Aluminiumgleichstromschweißen am Minuspol (AGL)





2026 (3)
- 08.06.2026 ZIM-Innovationsnetzwerk NUFESTRA
2025 (3)
2024 (3)
2023 (4)
2022 (3)
- 22.07.2022 Digitale Radiographie
2021 (11)
- 17.11.2021 UKCA
- 01.11.2021 SCHWEISSZERTIFIKAT
- 12.07.2021 INTERPRETATION BIRGT RISIKEN TEIL 2
- 02.07.2021 INTERPRETATION BIRGT RISIKEN TEIL 1
- 19.04.2021 WASSERSTRAHLSCHNEIDEN
- 21.01.2021 AKTIVER KORROSIONSSCHUTZ
2020 (9)
2019 (3)
2018 (24)
- 31.10.2018 WELCHE VORTEILE BIETET MIR DIE ZFP-AUSBILDUNG BEI DER GSI SLV?
- 24.10.2018 VOM SCHWEISSFACHMANN ZUM SCHWEISSTECHNIKER AUFSTEIGEN – SO GEHT'S!
- 17.10.2018 MIKROFÜGEN: DEFINITION, VORTEILE UND ANWENDUNGSBEREICHE
- 03.10.2018 DIN SPEC – QUALIFIZIERUNG VON SCHWEISSERN FÜR DAS MANUELLE AUFTRAGSSCHWEISSEN
- 26.09.2018 EINFÜHRUNGSLEHRGANG ZUM SCHWEISSKONSTRUKTEUR
- 19.09.2018 DER WEG ZUM GEPRÜFTEN TAUCHER - DIE AUSBILDUNG
- 12.09.2018 SCHWEISSEN IM AUTOMOTIV-SEKTOR
- 05.09.2018 OBERBAUSCHWEISSEN
- 25.07.2018 KOMMUNIKATION IN DER SCHWEISSTECHNIK
- 09.05.2018 SCHWEISSTECHNIK UNTER WASSER
- 02.05.2018 DIN EN 1090 – FERTIGUNG VON STAHLBAUTEN
- 25.04.2018 CORPORATE LEARNING
- 18.04.2018 SCHWEIßEN VS. LÖTEN – DIE WICHTIGSTEN UNTERSCHIEDE
- 04.04.2018 SAP-ZUSATZAUSBILDUNG
- 28.03.2018 MESSE SCHWEIßEN UND SCHNEIDEN 2017